Mellemstore og tykke plader bruges i vid udstrækning inden for forskellige områder som stressdele, såsom bulldozere, gravemaskiner, læssere, jernbanepassagervogne og andre entreprenørmaskiner og lokomotiver. Mellemstore og tunge plader refererer normalt til metalplader med en tykkelse mellem 4,5 og 25 mm. Formningsmetoderne for mellemstore og tunge plader omfatter hovedsageligt: kantpressebøjningsformning, valsemaskineformning og pressetollingformning. Bøjning (foldning) er en meget brugt og rigelig produktlinjeformningsmetode til mellem- og tykke plader.
Vanskelighederne ved pladebøjning er lange emner, højt tryk, vanskelig formgivning, lav effektivitet og vanskelig at kontrollere præcision. Det endelige resultat af bøjning er en omfattende afspejling af materialeparametre, procesparametre og formparametre. Rimelig design af disse parametre er nøglen til at forbedre bøjningsydelsen af mellemstore og tykke plader.

Tonnage af kantpresse (kantpresse bukkemaskine)
Det første problem, der står over for bøjning af mellemstore og tykke plader, er valget af tonnage for kantpressebukkemaskinen, og om armaturets og formens bæreevne opfylder kravene.
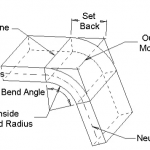
Kraften F påføres af kantpressebukkemaskinen for at drive den indbyrdes bevægelse mellem den øvre og nedre form, hvorved pladen bøjes. Til bøjning af 90° kulstofstålplader giver WILA den empiriske værdi af pladespændingsbelastningen, som vist i tabel 1. Når kulstofstålets tykkelse er 20mm, kan den nederste matrice med V=160mm vælges. På dette tidspunkt er bukkemaskinens kraftbelastning 150t/m.
F = kraft pr. længdeenhed (t/m);
S= materialetykkelse (mm);
ri= bøjningsradius af indre hjørne (mm);
V= nedre dyseåbningsstørrelse (mm);
B= korteste flangekant (mm) );
aluminium: F×50%;
aluminiumslegering: F×100%;
rustfrit stål: F×150%;
stempling og bøjning: F×(3~5)

Tung hydraulisk klemme
De belastningsbærende metoder for WILA kraftige øvre hydrauliske klemmer inkluderer topbelastning og skulderbelastning, og den maksimale belastning er henholdsvis 250 t/m og 800 t/m. Armaturets kraftbærende overflade anvender CNC dyb quenching hærdningsteknologi. Rockwell-hårdheden er 56~60HRC, og hærdningsdybden er op til 4 mm, hvilket har høj hårdhed og stærk slidstyrke. Den hydrauliske klemme anvender hydraulisk hurtigspænding, og udvidelsen af hydraulikslangen driver bevægelsen af klemstiften, så formen automatisk sættes på plads, og bøjningslinjen automatisk centreres. For en bukkeform med en samlet længde på 6 meter tager det kun omkring 5 sekunder for den hydrauliske fastspænding at være helt fastspændt, og den omfattende brugseffektivitet er 3~6 gange højere end for det almindelige manuelle fastspændingssystem.

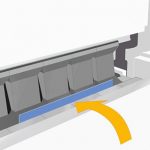
Arbejdsbord til kompensation for tunge maskiner
Til bukning af mellem- og tykke plader kan WILAs nye version af det kraftige mekaniske kompensationsbord ikke kun nemt opfylde belastningskravene, men også kompensere for bøjningsmaskinens udbøjning og deformation. Den mekaniske kompensationsarbejdsbænk anvender hydraulisk fastspænding, overfladenøjagtigheden kan nå ±0,01 mm, klippebrøndens hårdhed er 56 ~ 60HRC, og hærdningsdybden er op til 4 mm. Det mekaniske kompensationsarbejdsbord anvender den universelle UPB-installationsgrænseflade fra WILA, som er nem at installere og har højere nøjagtighed. Den har også sine egne Tx- og Ty-retningsjusteringer, som kan sikre, at arbejdsbænken og baggaugen forbliver parallelle i for- og bagretningen, og kan udføre lokal vinkelafvigelseskorrektion.

Kraftig bøjningsmatrice/værktøj
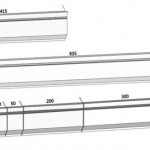
På grund af pladens tykkelse er den nederste form med større åbningsstørrelse (V24~V300) og formen med større bæreevne generelt valgt til bøjning af mellemstore og tykke plader. Formens overordnede dimensioner er generelt store, og formens vægt har overskredet operatørens normale håndteringskapacitet. Ved hjælp af rullelejer giver WILA's patenterede teknologi E2M (Easy to Move) operatører mulighed for at flytte tunge bukkeforme bekvemt, sikkert og hurtigt, hvilket sparer meget tid for udskiftning af form og maskinjustering.
Der kan leveres bukkeforme med forskellige knivformer og nedre formåbninger, der opfylder kundernes behov, såsom lige knive, svanehals-scimitarer, filetforme og multi-V-forme. Gennem præcis slibning af nøgledele er formens dimensionelle nøjagtighed så høj som ±0,01 mm. Gennem forarbejdning af CNC dyb quenching og hærdningsteknologi kan formens hårdhed nå 56 ~ 60HRC, og dybden af det hærdede lag kan nå 4 mm.

Til bukning af mellem- og tykke plader med forskellige pladetykkelser leverer WILA også Multi-V-forme, som fås i to former: automatisk justerbar V-port og manuel justerbar V-port, som vist i figur 6. Gennem den numeriske styremotor eller justeringsblokken, V-åbningsstørrelsen på den nederste form kan justeres vilkårligt i henhold til pladens egenskaber, som er særligt velegnet til at bøje mellemstore og tykke plader med høj rebound og høj styrke. Samtidig kommer Multi-V-formen med hærdede ruller med en lav friktionskoefficient, som i høj grad kan reducere de ydre folder af bøjningsdelene, og samtidig kan den reducere bøjningen med 10%~30% sammenlignet med den traditionelle underform.

Relaterede produkter
 Sådan vælger du tonnage af hydraulisk kantpressemaskine
Sådan vælger du tonnage af hydraulisk kantpressemaskine- Brug færdigheder i CNC-bukkemaskine
- Arbejdsprincippet og sammensætningen af CNC kantpressebøjningsmaskine
- Sådan vælger du den egnede pressebremsebøjningsmaskine
- Konventionel bukkesekvens og daglig brugsspecifikation for bukkemaskineform
- Hvorfor tilføje et kompensationssystem til en kantpressebøjningsmaskine
- Sådan beregnes bøjningsgodtgørelse for din kantpresse
- Kina Press Brake Bukkemaskine Form
- Hvad er kantpressere lavet af? Hvad er kantpresseværktøj?
- Fordele og ulemper ved kantpressemaskine