Fordel ved CNC hydraulisk kantpressemaskine

1. Nem betjening
CNC-kantpressen er meget nem at betjene og er en mindre arbejdskrævende maskine. Operatøren kan derfor håndtere mange maskiner ad gangen. Disse maskiner kan nemt betjenes via berøring, føling og lyd fra operatøren. Udover dette er de meget brugervenlige og har et meget kraftfuldt kontrolsystem.
2. Fleksibel programmering
Den fleksible programmering af CNC-kantpressen gør det muligt for operatøren at styre maskinen på enkelt engelsk eller et hvilket som helst andet passende sprog.

De forskellige typer operationer, der kan udføres, er også tilgængelige som valgmuligheder i menuen. Når den nødvendige operation er valgt, vises en anden liste med spørgsmål på skærmen vedrørende cyklustider, materialer, tryk og andre elementer relateret til produktionsprocessen. Og efter at operatøren har indtastet svarene i maskinen, vises værdierne på skærmen til bekræftelse, før den relaterede opgave startes.
3. Moderne design
CNC-kantpressen har et moderne design, som gør det muligt for operatøren nemt at arrangere bøjningsrækkefølgen. Det hjælper også operatøren med hurtigt at fremstille det ønskede produkt. Desuden behøver operatøren ikke længere at estimere den nødvendige mængde tryk for at skabe en bestemt grad af bøjning. Selv de andre faktorer såsom længde af flange, type materiale, mængde af tykkelse og bøjningsgrad kan indtastes direkte i CNC-kontrolenheden. Den del, der skal fremstilles, kan også ses i enten 2D- eller 3D-færdig version. Udover dette, efter at den første del er programmeret på maskinen eller via en offline pc, kan en mindre dygtig operatør også nemt producere de efterfølgende dele.

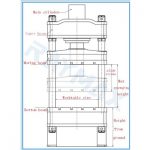
4. Der er to lineære skalaer installeret på "C" plader på begge sider.
Vi fikserer det på arbejdsbordet for at eliminere virkningen af afbøjning under arbejdet. Den lineære skala vil inspicere begge endepositioner af ram (Y1, Y2) og sende signal. Efter forstærkning med CNC-forstærker vil signalet blive ført tilbage til computeren. Derefter vil computeren styre mængden af olie, som kommer ind i cylindrene. Så paralleliteten mellem ram og arbejdsbord kunne kontrolleres under ±0,01 mm.
5. Alsidighed: Bøj enhver tykkelse og materialetype (inden for bremsens fysiske grænser), inklusive komplekse dele som elektroniske chassis/beslag.
6. DELEM-systemet har automatiske test- og selvdiagnosefunktioner. Programmering inkluderer også størrelser af plade til at bøje, dimensioner på emnet og valg af værktøjer. Derefter kunne CNC-systemet beregne bøjningskraften og positionen af bagmåler og ram automatisk. Også rampenetrerings- og pressetidsrelæet kunne beregnes. Elektrohydraulisk proportionalventil af fremragende kvalitet kan sikre synkronisering af begge cylindre samt god kapacitet til at håndtere excentrisk belastning.

7. Bagmåleren anvender rullende kugleskrue og rulleføringsvej, så den gentagende positioneringspræcision af X-aksen kan nå ±0,1 mm. Fuld maskine er med sikkerhedsafskærmning og låseanordning for at beskytte operatøren mod skader.
8. Vigtigste glidende dele såsom cylindre, stempelstang, styrevej, er alle med slid-modstandsbehandling.
9. CNC-systemet vil styre slaglængden af CNC hydrauliske kantpressemaskinens ram og bagmåler alt sammen med god præcision.
Ulempe ved CNC hydraulisk kantpressemaskine
1. Materialehåndtering: Besvær med at håndtere store ark
2. Værktøj: Bund- og topværktøj påkrævet
3. Flangelængden skal strække sig over matricen under hele bukkeoperationen, hvilket begrænser flangestørrelsen
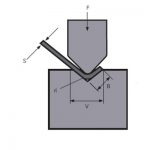
4. Fjeder tilbage: Ved slutningen af bøjningen opstår tilbagefjedringen på grund af genopretning af elastisk deformation, som vist i figur 1. Rebound-fænomenet påvirker direkte emnets dimensionelle nøjagtighed og skal kontrolleres. Procesforanstaltningerne i denne forbindelse er: ① Vinkelkompensationsmetode. Hvis emnet bøjningsvinkel på 90 °, kan bukkemaskine under slidsen (V-formet) åbningsvinkel vælges 78 °.

figur 1
Tryktiden øges med korrektionsmetoden. Udfør trykkorrektion ved slutningen af bøjningen for at forlænge kontakttiden for den øvre matrice, emne og nedre rille på bukkemaskinen for at øge graden af plastisk deformation ved fileten af den nedre rille, så fibrenes tilbageslagstendens. i spændings- og kompressionszonen er modsat hinanden, hvorved returbomben reduceres.
Relaterede produkter
 Arbejdsprincippet og sammensætningen af CNC kantpressebøjningsmaskine
Arbejdsprincippet og sammensætningen af CNC kantpressebøjningsmaskine- WILA Effektiv løsning til bøjning af mellemstore og tykke plader
- Sådan vælger du tonnage af hydraulisk kantpressemaskine
- Top 10 Kina Power Press Producenter
- Sådan vælger du den egnede CNC hydrauliske kantpressemaskine
- 4 trin til at kende E21-systemet til CNC-pladebukker
- Hvad er kantpresserkroning
- Sådan betjenes guillotineklippemaskinen
- Vedligeholdelse af hydraulisk kraftpressemaskine
- Sikker betjeningsregler for hydraulisk kraftpressemaskine