1. Forståelse af bøjningsprocessen: simple fakta

Bøjningsgodtgørelse = Vinkel * (T/ 180)*(Radius + K-faktor *tykkelse) Bøjningskompensation = Bøjningsgodkendelse-(2 * Sæt tilbage)
Indvendig ryglæn = brun (vinkel / 2) *Radius Udvendig ryg = brun (vinkel / 2)*(Radius + tykkelse)

1) Radius opnået på en bøjet del påvirker længden, som vi skal skære den del til (før bøjning).
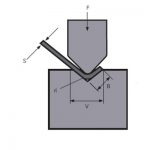
2) Den opnåede radius ved bøjning afhænger 99% af den V-åbning, vi vælger at arbejde med.
Før vi designer delen og helt sikkert inden vi begynder at skære emnerne, SKAL vi vide PRÆCIS hvilken V-åbning vi vil bruge til at bøje delen på kantpressen.

2. Hvordan radius påvirker emner
en større radius vil "skubbe" benene på vores del mod ydersiden, hvilket giver indtryk af, at emnet var skåret "for langt".
en mindre radius vil kræve et emne, der skal skæres "lidt længere", end hvis radiussen var større.

3. Bøjningsgodtgørelse

De udfoldede emner i ovenstående figur vil blive beregnet som følger:
B = 150 + 100 + 60 + BA1 + BA2
Sådan beregnes BA1 og BA2:
Beregning af bøjningsgodtgørelsen
Den del, vi skal reducere fra begge ben, når de først overlapper hinanden ved at blive flad, er det, vi almindeligvis kender som "bøjningsgodtgørelse" (eller BA i ligningen).

Formel for bøjningsgodtgørelse
BA formel for bøjninger op til 90°

BA formel for bøjninger fra 91° til 165°

iR= Intern radius
S = tykkelse
Β = vinkel
Π = 3.14159265….
K = K faktor
K faktor
Ved bøjning på en kantpresse komprimeres den indvendige del af metalpladen, mens den ydre del er forlænget.
Det betyder, at der er en del af pladen, hvor fibrene hverken er komprimeret eller forlænget. Vi kalder denne del "den neutrale akse".

Afstanden fra indersiden af bøjningen til den neutrale akse er det, vi kalder K-faktor.
Denne værdi kommer med det materiale, vi køber, og det kan ikke ændres.
Denne værdi er udtrykt i brøker. Jo mindre K-faktoren er, jo tættere vil den neutrale akse være på arkets indre radius.

K faktor = finjustering
K-faktoren påvirker vores udfoldede blank. Ikke så meget som delens radius, men vi kan tænke på det som en finjustering af beregninger for emner.
jo mindre K-faktor, jo mere materiale forlænges og derfor "skubbes ud"... hvilket betyder, at vores ben bliver "større".
Estimerer K-faktor
Det meste af tiden kan vi estimere og justere K-faktoren, når vi finjusterer vores tomme beregninger.
alt, hvad vi skal gøre, er nogle tests (på den valgte V-åbning) og måle radius af delen.
Hvis du har brug for at bestemme en mere præcis K-faktor, er nedenstående beregning for at bestemme den nøjagtige K-faktor for din bøjning.

K-faktor: en formel

Løsning af eksemplet:
B = 150 + 100 + 60 + BA1 + BA2
K-faktor estimering
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
Begge bøjninger er 90° eller mindre:

hvilket betyder:
B1 = 3,14 x 0,66 x (6 + ((4×0,8)/2) – 2 x 10
B1 = -4,25
B2 = 3,14 x 0,5 x (8 + ((4×0,8)/2) – 2 x 12
B2 = -8,93
derfor:
B = 150 + 100 + 60 + (-4,25) + (-8,93)
B= 296,8 mm
Relaterede produkter
 Hvad er kantpressere lavet af? Hvad er kantpresseværktøj?
Hvad er kantpressere lavet af? Hvad er kantpresseværktøj?- Hvad er kantpresserkroning
- Sådan vælger du tonnage af hydraulisk kantpressemaskine
- Canton Fair
- WILA Effektiv løsning til bøjning af mellemstore og tykke plader
- Sådan vælger du den egnede pressebremsebøjningsmaskine
- Konventionel bukkesekvens og daglig brugsspecifikation for bukkemaskineform
- Hvorfor tilføje et kompensationssystem til en kantpressebøjningsmaskine
- Brug færdigheder i CNC-bukkemaskine
- Beregning af bøjningskraften under fri bukning af pladebukkemaskine