Hvad er kantpresserne?
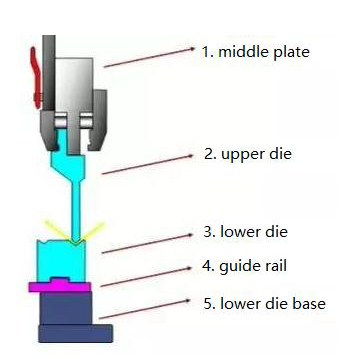
Kantpresser er et værktøj, der bruges af kantpressen til at danne en metalplade. Dette værktøj består af forskellige dele, og det forskellige værktøj består af forskellige dele.
Den realiserer hovedsageligt behandlingen af delenes form ved at ændre den fysiske tilstand af det dannede materiale. det er et værktøj til at lave et emne til en del af en bestemt form og størrelse under presning af kantpressemaskinen.
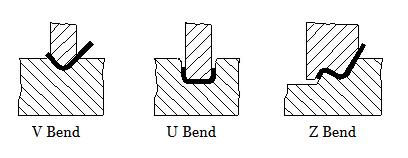
Almindeligt brugte kantpresser
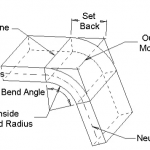
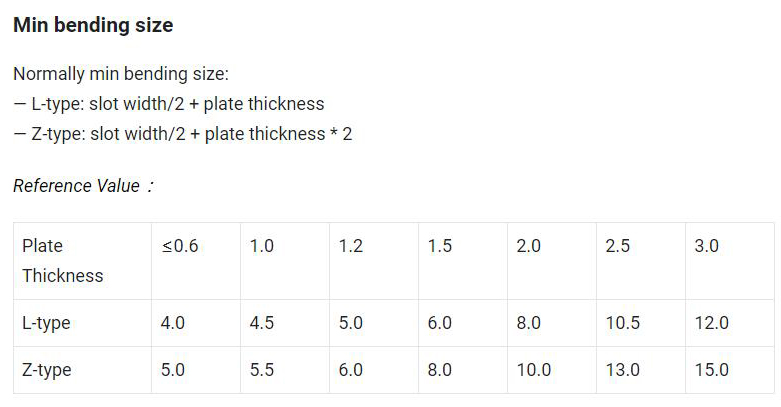
Generelt er højden af flangekant L≥3t (t=pladetykkelse). Hvis højden af flangekanten er for lille, er selv brug af bøjningsmatrice ikke befordrende for formning.
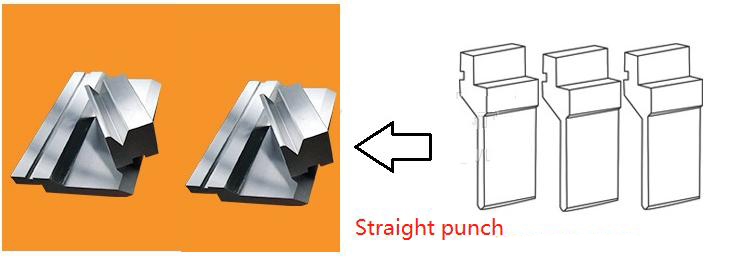
Klassificeringen af kantpresser
| Punch type | Hovedanvendelse |
| Lige slag | Fremstillede vinkler ≥90° |
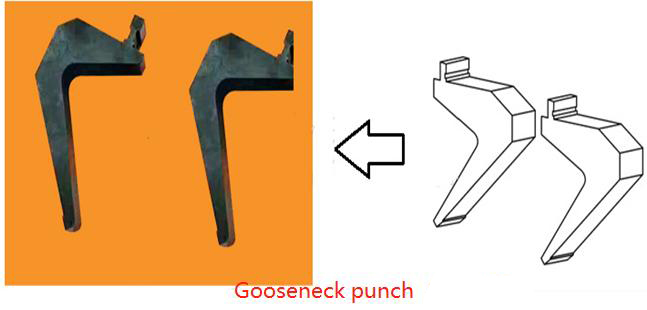
| Punch i svanehals | Fremstillede vinkler ≥90° |
| Akut slag | Fremstillede vinkler ≥30° |
Dø
| Punch type | Hovedanvendelse |
| Syng V die | 1. Mens v-vinkel = 88(ref), i stand til at bøje vinkler ≥ 90° |
| Dobbelt V-matrice | 2. Mens V-vinkel = 30°(ref), i stand til at bøje vinkler ≥ 30° |
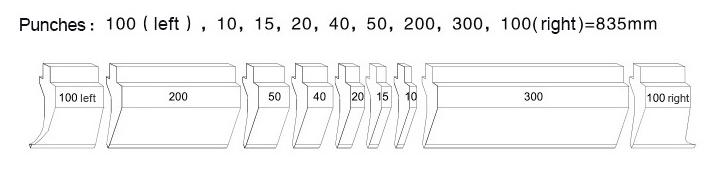
Trykbremsesegmentmatrice
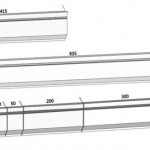
Generelt er standardlængden på kantpressestansen og matricesættet 835 mm. For at bøje emnet i forskellig længde, er stansen og matricen adskilt i følgende størrelse:
10+15+20+40+50+100+100+200+300=835

Materialer til trykbremsedyser
Generelt er materialerne til kantpressematrice, herunder T8 stål, T10 stål, 42CrMo og Cr12MoV.Cr12MoV, også godt materiale. Den bruger ydeevne kan tilfredsstilles, processen
ydeevnen er også god, men prisen vil være høj.
42CrMo er en højstyrke legeret hærdet og hærdet stål med høj styrke og stærk sejhed. Det kan arbejde under en temperatur på -500 ° ℃.
Sådan vælger du kantpresse parametre Højdeformel for trykbremsematrice
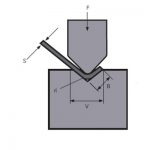
- Slag (mm)=dagslys - midterpladehøjde - øvre matricehøjde - nedre dysehøjde (nedre dysehøjde - 0,5V+t)
t = pladetykkelse (mm)
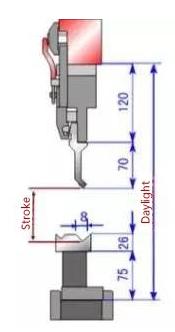
Givet: dagslys 370 mm, max slaglængde 100 mm
Rækkevidde: slaglængde = 370-120-70-75-(26-0,5*8+t)= (83-t)mm
Bemærk: 0,5V < max slaglængde
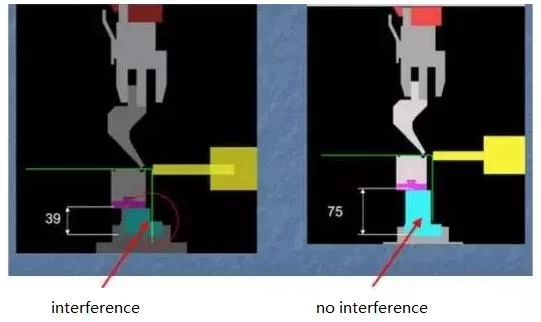
Bemærk venligst, at den nederste matricebase også har mange forskellige højder, som bruges til forskellige fremstillingsformål. Så glem ikke dette, når du vælger den nederste matricebase.
Lavere formtype
Generelt har den nedre matrice en enkelt V-type og en dobbelt V-type, blandt hvilke den er adskilt i den adskilte matrice og fuld-længde matrice. Den forskellige matrice påføres til en anden fremstillingsformål
Enkelt-V-matricen har dog en meget bredere anvendelse end dobbelt-V-matrice, mens den separatedie er mere udbredt end fuldlængde-matrice.
Lavere dyse v bredde, V rille vinkel
Valg af V-rille & pladetykkelse (T):
| T | 0.5~2.6 | 3~8 | 9~10 | ≥12 |
| V | 6×T | 8×T | 10×T | 12×T |
V-vinklen på den nederste matrice er den samme som den øvre matrices vinkel.
| Pladetykkelse | ≤0,6 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 |
| Dies bredde | 4 | 6 | 8 | 10 | 12 | 16 | 18 |
For at vælge en lille v-matrice til bøjningsformål i nogle specielle tilfælde, bør spredningen af hvert slag stige 0,2 mm
For flere detaljer, kontakt os venligst, vi vil give dig en komplet løsning.
Relaterede produkter
 Sådan beregnes bøjningsgodtgørelse for din kantpresse
Sådan beregnes bøjningsgodtgørelse for din kantpresse- Hvorfor tilføje et kompensationssystem til en kantpressebøjningsmaskine
- WILA Effektiv løsning til bøjning af mellemstore og tykke plader
- Sådan vælger du den egnede pressebremsebøjningsmaskine
- Sådan vælger du tonnage af hydraulisk kantpressemaskine
- Hvad er kantpresserkroning
- Almindelige mekaniske fejl og vedligeholdelse af kantpressebukkemaskiner
- Hvor mange typer hydraulisk kantpresse
- Kina 40 tons kantpresse
- Kina Press Brake Bukkemaskine Form