Kantpressestanse/matrice er opdelt i øvre og nedre forme, som bruges til at forme og adskille støbeforme. Formen til formning har et hulrum, og formen til adskillelse har en skærende kant. Pressbremsemaskinens stans/dyse har stor indflydelse på arbejdsemnets nøjagtighed. I bøjningsprocessen er formen det eneste, der kommer i kontakt med emnet.
Bukkemaskinens/kantpressens kantpressematricer er L-formede, R-formede, U-formede, Z-formede osv. Den øverste matrice er hovedsageligt 90 grader, 88 grader, 45 grader, 30 grader, 20 grader, 15 grader osv. vinkel. Den nederste støbeform har en 4~18V dobbelt rille og enkelt rille med forskellige rillebredder, samt R nedre støbeform, spidsvinklet nederste støbeform, udfladningsform osv.

Ultrahøj præcision
Det er meget vigtigt for præcisionen af formen i høj grad at påvirke præcisionen af emnet under bøjningsprocessen. Slid på formen skal kontrolleres før brug. Inspektionsmetoden er at måle længden fra den forreste ende af den øvre form til skulderen og længden mellem skulderen på den nederste form. For konventionelle forme bør afvigelsen pr. meter være omkring ±0,0083 mm, og den samlede længdeafvigelse bør ikke være større end ±0,127 mm. Hvad angår præcisionsslibeformen, skal præcisionen pr. meter være ±0,0033 mm, og den samlede præcision bør ikke være større end ±0,0508 mm. Det anbefales generelt at bruge finslibeforme til elektrohydrauliske bukkemaskiner eller torsionsakselbukkemaskiner og konventionelle forme til manuelle bukkemaskiner.
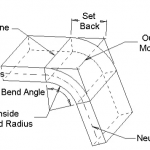
Værktøjssektionen af CNC-kantpressemaskinen som nedenfor:

Automatisk fast installation
Den øvre matrice er installeret, når skyderen stiger til det øverste dødpunkt, og formspændesystemet kan holde flere forme på plads, indtil klemtrykket påføres.
Hydraulisk spændesystem
Det hydrauliske spændesystem er den mest effektive spændemetode. Både nye og gamle maskiner kan bruge dette spændesystem, hvilket sparer tid og omkostninger. Hvis den bærende overflade på den gamle bukkemaskine er beskadiget, vil det hydrauliske spændesystem være det bedste valg til at afhjælpe skaden, samtidig med at effektiviteten af spænding og installation forbedres.

Klem automatisk på plads
Når der påføres klemtryk, trækkes den øverste matrice op og klemmes automatisk på plads. Dette eliminerer behovet for at presse den øverste form ind i bunden af formen under bøjningsprocessen.
Valget af punch/die
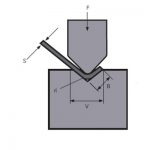
Bestem først tykkelsen af det ark, der skal bøjes. For eksempel vil du bøje 0,75 mm til 6,30 mm tykke plader. Derefter ganges tykkelsen af den tyndeste plade med 8 for at estimere den mindst nødvendige V-matricestørrelse. I dette eksempel er en plade på 0,75 mm den minimumsform, der kræves, så 0,75×8=6. For det tredje ganges tykkelsen af det tykkeste ark med 8 for at estimere den krævede maksimale V-formede matricestørrelse.
8 gange princippet
Det vil sige, at åbningen af den V-formede form skal være 8 gange tykkelsen af pladen. Multiplicer tykkelsen af arket med 8 for at vælge den nærmeste form. For eksempel kræver en 1,5 mm tyk plade en 12 mm form (1,5×8=12 mm). Hvis det er en 3,0 mm plade, kræves en 24,0 mm form. (3,0×8=24,0). Dette forhold kan give det bedste vinkelvalg, hvorfor mange mennesker kalder det "bedste valg". De fleste offentliggjorte bøjningsdiagrammer er også centreret om denne formel.
Regler for valg af model
Udvælgelsesreglen for bukning af L-formede emner er, at der ikke er nogen regler, næsten enhver øvre matrice kan bruges. Så når du vælger overforme til en gruppe af emner, kan L-formede emner betragtes som sidst, fordi næsten enhver øvre støbeform kan bøje dem. Ved bukning af disse L-formede emner anbefales det at bruge overforme, der også kan bukke andre emner. Når du køber forme, jo mindre jo bedre. Dette er ikke kun for at minimere omkostningerne til støbeforme, men også for at reducere antallet af krævede støbeforme og for at reducere installationstiden.


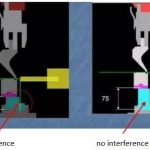
Når den øvre sektion af emnet er længere end den nederste sektion, kræves en svanehalsmatrice. Når den øvre sektion af emnet er kortere end den nederste sektion, er enhver øvre sektion fin. Når den øverste sektion og den nederste sektion af emnet har samme længde, kræves en spidsvinklet øvre matrice. Sammenfattende afhænger den øvre matriceudvælgelsesregel hovedsageligt af interferensen af emnet, hvilket er hvor bøjningssimuleringssoftwaren kan spille en vigtig rolle. Hvis det anvendte system ikke kan simulere bøjningssituationen, kan du bruge tegningen med gitterbaggrunden til manuelt at kontrollere interferensen af det øverste formemne, som vist på figuren nedenfor.


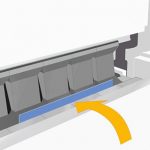
Ingen fordybningsform
Næsten alle typiske V-formede bukkeforme vil efterlade nogle mærker på emnet, det skyldes, at metallet presses ind i formen under bukning. I de fleste tilfælde er mærkerne små eller acceptable. Forøgelse af radius kan reducere mærkerne. Men nogle gange er selv de mindste mærker uacceptable, såsom malede eller polerede plader før bøjning. Nylonindsatser kan bruges til at fjerne fordybninger, som vist på figuren nedenfor. Indhalingsfri bøjning er især vigtig for fremstillede fly- eller rumfartsdele, fordi det er svært for inspektører at inspicere en del med det blotte øje og skelne mellem ridser og revner.

Relaterede produkter
 Sådan vælger du tonnage af hydraulisk kantpressemaskine
Sådan vælger du tonnage af hydraulisk kantpressemaskine- WILA Effektiv løsning til bøjning af mellemstore og tykke plader
- Brug færdigheder i CNC-bukkemaskine
- Konventionel bukkesekvens og daglig brugsspecifikation for bukkemaskineform
- Beregning af bøjningskraften under fri bukning af pladebukkemaskine
- Hvad er kantpressere lavet af? Hvad er kantpresseværktøj?
- Hvor mange typer hydraulisk kantpresse
- Hvorfor tilføje et kompensationssystem til en kantpressebøjningsmaskine
- Hvad er kantpresserkroning
- Sådan beregnes bøjningsgodtgørelse for din kantpresse