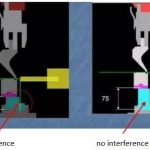
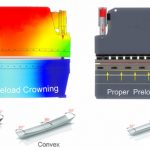
CNC-bukkemaskinen er vigtigt udstyr i pladebearbejdning, og dens arbejdsnøjagtighed påvirker direkte bøjningsnøjagtigheden af emnet. I bøjningsprocessen af emnet udsættes kantpressemaskinen for den største kraft i begge ender af skyderen, og reaktionskraften under bøjningen af pladen forårsager konkav deformation på gliderens nedre overflade. Deformationen af den midterste del af skyderen er den største, og emnets endelige bøjningsvinkel Størrelsen varierer over hele længden.
Arbejdsbord-fuld belastning-deformation


For at eliminere de negative virkninger forårsaget af gliderens deformation er det nødvendigt at kompensere for skyderens afbøjningsdeformation. De sædvanlige kompensationsmetoder omfatter hydraulisk kompensation og mekanisk kompensation, som begge får midten af arbejdsbordet til at producere opadgående elastisk deformation for at forskyde. Deformationen af maskinslæden sikrer nøjagtigheden af bearbejdningsforbindelsens overflade og forbedrer nøjagtigheden af emnet.


Skimmelsvamp sikkerhedsfaktor analyse diagram

To kompensationsmetoder
1. Hydraulisk kompensation
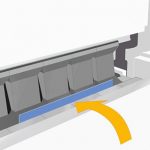
Arbejdsbordets hydrauliske automatiske afbøjningskompensationsmekanisme er sammensat af en gruppe oliecylindre installeret i det nederste arbejdsbord. Placeringen og størrelsen af hver kompensationscylinder er designet i henhold til skyderens afbøjningskompensationskurve og arbejdsbænkens endelige elementanalyse. Den hydrauliske kompensation er bule-kompensationen af den neutrale version, der realiseres gennem den relative forskydning mellem de forreste, midterste og bagerste tre lodrette plader. Princippet er at realisere bulen gennem den elastiske deformation af selve stålpladen, så kompensationsmængden kan justeres inden for arbejdsbordets elastiske område.

2. Mekanisk kompensation
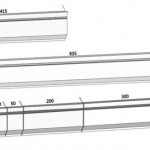
Den mekaniske kompensation er sammensat af et sæt fremspringende skrå kiler med skrå overflader, og hver udragende kile er designet i henhold til skyderens og arbejdsbordets afbøjningskurve baseret på finite element-analysen. Det numeriske kontrolsystem beregner den nødvendige kompensationsmængde i henhold til belastningskraften, når emnet bøjes (denne kraft vil forårsage afbøjning og deformation af skyderen og arbejdsbordets lodrette plade), og kontrollerer automatisk den relative bevægelse af de konvekse kiler til effektivt at kompensere afbøjningsdeformationen produceret af glideblokken og den lodrette plade på arbejdsbordet kan opnå det ideelle bukkeemne. Den mekaniske afbøjningskompensation realiseres ved at styre positionen for at opnå "pre-bumping". Et sæt kiler danner en linje i arbejdsbordets længderetning. Kurven med samme afbøjning gør spalten mellem den øvre og nedre form konsistent under bukning, hvilket sikrer samme vinkel på bukkeemnet i længderetningen.


Relaterede produkter
 Almindelige mekaniske fejl og vedligeholdelse af kantpressebukkemaskiner
Almindelige mekaniske fejl og vedligeholdelse af kantpressebukkemaskiner- Kina Press Brake Bukkemaskine Form
- 4 trin til at kende E21-systemet til CNC-pladebukker
- Hvad er kantpresserkroning
- Sådan vælger du tonnage af hydraulisk kantpressemaskine
- Hvad er kantpressere lavet af? Hvad er kantpresseværktøj?
- Sådan laver du afbøjningskompensation for CNC-pladebukker
- Brug færdigheder i CNC-bukkemaskine
- Hvor mange typer hydraulisk kantpresse
- Sådan vælger du den egnede CNC hydrauliske kantpressemaskine