For at eliminere de negative virkninger forårsaget af gliderens deformation er det nødvendigt at kompensere skyderens afbøjningsdeformation. Kompensationsmetoderne som følger:
1. Hydraulisk kompensation
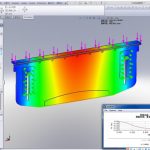
Arbejdsbordets hydrauliske automatiske afbøjningskompensationsmekanisme er sammensat af en gruppe oliecylindre installeret i det nederste arbejdsbord. Placeringen og størrelsen af hver kompensationscylinder er designet i henhold til skyderens afbøjningskompensationskurve og arbejdsbænkens endelige elementanalyse.
Den hydrauliske kompensation for bule-kompensation i den neutrale version er realiseret gennem den relative forskydning mellem de forreste, midterste og bagerste tre lodrette plader. Princippet er at realisere bulen gennem den elastiske deformation af selve stålpladen, så kompensationen kan realiseres inden for arbejdsbordets elastiske område.

2. Mekanisk kompensationstabelmetode
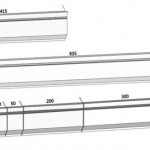
De udragende kiler er sammensat af et sæt fremspringende skrå kiler med skrå overflader. Hver udragende kiler er designet i henhold til afbøjningskurven for glideblokken og arbejdsbordet ved finite element-analysen.
Det numeriske kontrolsystem beregner den nødvendige kompensationsmængde i henhold til belastningskraften, når emnet bøjes (denne kraft vil forårsage afbøjning og deformation af glideren og arbejdsbordets lodrette plade) og styrer automatisk den relative bevægelse af den konvekse kile. Derved kan den effektivt kompensere afbøjningsdeformationen frembragt af glideblokken og den lodrette plade på arbejdsbordet og kan opnå det ideelle bukkeemne.
Den mekaniske afbøjningskompensation realiseres ved at styre positionen af "forfremspringet", og et sæt kiler dannes i arbejdsbordets længderetning. Kurven med den samme faktiske afbøjning gør mellemrummet mellem den øvre og nedre form konsistent under bukning, hvilket sikrer den samme vinkel på bukkeemnet i længderetningen.

Fordele ved mekanisk kompensation
1) Mekanisk kompensation kan opnå nøjagtig afbøjningskompensation over hele arbejdsbordets længde. Mekanisk afbøjningskompensation har langvarig stabilitet, reducerer vedligeholdelsesfrekvensen af hydraulisk kompensation (såsom olielækage) og er vedligeholdelsesfri i værktøjsmaskinens levetid.
2) Fordi mekanisk afbøjningskompensation har flere kompensationspunkter, kan CNC-pladebremsen opnå lineær kompensation ved bøjning af emnet under arbejdet og kan forbedre emnets bøjningseffekt.
3) Mekanisk kompensation bruger et potentiometer til at måle retursignalets position. Som en numerisk kontrolakse realiserer den digital kontrol og gør kompensationsværdien mere nøjagtig.
Relaterede produkter
 Hvorfor tilføje et kompensationssystem til en kantpressebøjningsmaskine
Hvorfor tilføje et kompensationssystem til en kantpressebøjningsmaskine- Hydraulisk kantpresse til rustfrit stål
- Almindelige mekaniske fejl og vedligeholdelse af kantpressebukkemaskiner
- Almindelige fejl og fejlfindingsmetoder for 100t firesøjlet hydraulisk presse
- Hydraulisk tandem kantpresse
- Elektrohydraulisk synkron VS torsionsakse synkron CNC bukkemaskine
- DA66T CNC hydraulisk kantpressemaskine
- IPG lukket typeplade 4KW fiberlaser metalskæremaskine
- Kina Press Brake Bukkemaskine Form
- Hvor mange typer hydraulisk kantpresse