1. Forskellige strukturelle principper
Designprincipperne for de to modeller er forskellige, hvilket resulterer i forskellige strukturer for at sikre synkronisering på begge sider af bukkeskyderen. Torsionsaksebukkemaskinen bruger en torsionsakse til at forbinde venstre og højre svingstænger for at danne en torsionsakse, der tvinger en synkroniseringsmekanisme til at bevæge sig op og ned af cylindrene på begge sider, så torsionsaksesynkroniseringsbøjemaskinen er en mekanisk tvungen synkroniseringsmetode , og skyderens parallelitet kan ikke automatisk kontrolleres automatisk formidling.
Den elektrohydrauliske synkronbukkemaskine skal installere en magnetisk (optisk) skala på skyderen og vægpladen. Det numeriske kontrolsystem kan til enhver tid analysere synkroniseringen af begge sider af skyderen gennem feedbackinformationen fra den magnetiske (optiske) skala. Hvis der er en fejl, vil det numeriske kontrolsystem justere gennem den proportionelle elektrohydrauliske servoventil for at synkronisere slaget på begge sider af skyderen. Numerisk kontrolsystem, hydraulisk styreventilgruppe og magnetisk skala udgør feedback-kontrol med lukket sløjfe af den elektrohydrauliske synkrone bukkemaskine.

2. Præcision
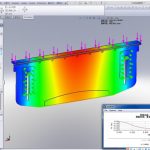
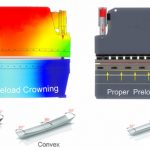
Gliderens parallelitet bestemmer emnets vinkel. Den synkrone bøjemaskine med torsionsakse opretholder mekanisk synkroniseringen af skyderen uden fejlfeedback i realtid, og maskinen kan ikke selv foretage automatiske justeringer. Derudover er dens delbelastningskapacitet dårlig (torsionsaksesynkronbukningsmaskinen bruger torsionsaksen til at tvinge synkroniseringsmekanismen til at bevæge cylindrene på begge sider op og ned. Hvis den langsigtede delbelastning vil få torsionsaksen til at deformere .), er den elektrohydrauliske synkrone bukkemaskine et system gennem proportional elektrisk. Væskeventilgruppen styrer skyderens synkronisering, og den magnetiske (optiske) skala giver fejlfeedback i realtid. Hvis der er en fejl, vil systemet justere gennem proportionalventilen for at opretholde synkroniseringen af skyderen.
3. Hastighed
Der er to punkter i maskinens arbejde, der bestemmer dens kørehastighed: (1) skyderhastighed, (2) backgauge-hastighed, (3) bøjningstrin.
Den torsionsakse synkron bukkemaskine bruger en 6:1 eller 8:1 cylinder, som er langsom, mens den elektrohydrauliske synkron bukkemaskine bruger en 13:1 eller 15:1 cylinder, som er hurtig. Derfor er den hurtige nedhastighed og returhastigheden for den elektrohydrauliske synkronbukkemaskine meget højere end den torsionssynkrone bukkemaskine.
Når skyderen på torsionsaksen synkron bukkemaskine bevæger sig nedad, selvom hastigheden har funktionerne hurtig ned og sænkning, er de hurtige ned- og returhastigheder kun 80 mm/s, og den hurtige og langsomme omskiftning er ikke jævn. Kørehastigheden for baggaugen er kun 100 mm/s.
Hvis arbejdsemnet skal bøjes i flere trin, skal hver proces af torsionsaksen synkron bukkemaskine indstilles separat, og bearbejdningsprocessen er meget besværlig. Imidlertid kan den elektrohydrauliske synkronmaskine indstille og gemme processen for hvert trin gennem computeren og kan betjenes kontinuerligt, hvilket i høj grad forbedrer hastigheden af bøjningstrinnet og forbedrer arbejdseffektiviteten.
Når skyderen på den elektrohydrauliske synkronbukkemaskine går ned, har hastigheden funktionerne hurtig ned og langsommere. Den hurtige ned- og returhastighed kan nå 200 mm/s, og den hurtige og langsomme konvertering er jævn, hvilket i høj grad kan forbedre produktionseffektiviteten. Samtidig når baggaugens kørehastighed 300 mm/s.
4. Styrke
På grund af sit eget design kan den torsionssynkrone bukkemaskine ikke bøje under excentrisk belastning. Hvis den bøjes under excentrisk belastning i lang tid, vil det få torsionsakslen til at deformeres. Den elektrohydrauliske synkrone CNC bukkemaskine har ikke et sådant problem. Y1- og Y2-akserne på venstre og højre side fungerer uafhængigt, så den kan bøjes under delvis belastning. Arbejdseffektiviteten af en elektrohydraulisk synkron bukkemaskine kan svare til to til tre torsionsakser synkron bukkemaskiner.
Relaterede produkter
 Arbejdsprincippet og sammensætningen af CNC kantpressebøjningsmaskine
Arbejdsprincippet og sammensætningen af CNC kantpressebøjningsmaskine- Hvorfor tilføje et kompensationssystem til en kantpressebøjningsmaskine
- Sammenligning og valg af kantpresse CNC-systemer
- 4 trin til at kende E21-systemet til CNC-pladebukker
- Sådan laver du afbøjningskompensation for CNC-pladebukker
- Bedst sælgende hydraulisk tryk hydraulisk værkstedspresse hydraulisk tryk ton hydraulisk
- Kina 40 tons kantpresse
- Sikker betjeningsregler for hydraulisk kraftpressemaskine
- WILA Effektiv løsning til bøjning af mellemstore og tykke plader
- Almindelige mekaniske fejl og vedligeholdelse af kantpressebukkemaskiner