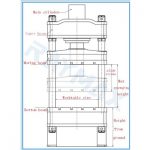
| guillotineklippemaskine | svingbjælkeklippemaskine | |
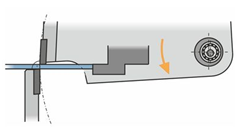
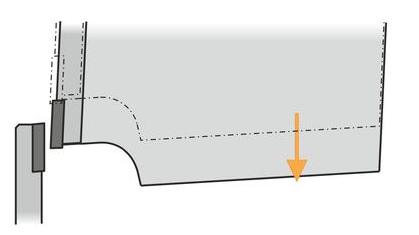
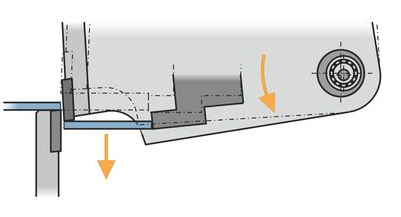
| Strålens bevægelsesretning | den øverste stråle bevæger sig lige | svingbjælken bevæger sig med det øverste blad i en cirkelbue |
| Klingeholder | Klingeholderen på guillotineklippemaskinen bevæger sig lodret og lineært i forhold til den nederste klingekant for at sikre, at klippepladen er snoet og deformeret med lille rethed og mere nøjagtig. | Bladholderens krop på svingbjælkeklippemaskinen er buet, og den bruger buepunktskontakt for at sikre ligeheden af det afklippede materiale. |
| Øverste bladgennemtrængning | Den øverste klinge trænger ind i materialet med en forskydning (klingeafstand) til den nederste klinge. ● Skrå brækket skærelinje. ● Større grat, især når knivene ikke er skarpe.
| Den øverste klinge trænger ind i metalpladen over den nederste klinge. ● Rene, retvinklede snit næsten uden grater.
|
| Over- og underklinge | ● Den øverste og den nederste klinge gnider mod hinanden, når klingeafstanden er lav, så klingen bliver sløv. ● Hyppige bladskift påkrævet.
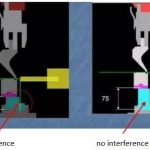
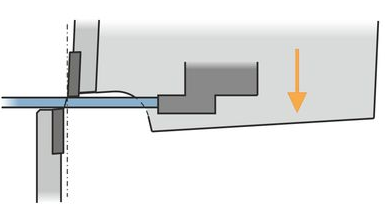
| ● Snittet foretages ved en svingende bevægelse af svingbjælken. Efter snittet er lavet, bevæger det øverste blad sig væk fra det nederste blad. Forhindrer emnet i at sætte sig fast mellem den nederste klinge og tilbageløbsspærren. ● Det er ikke nødvendigt at skifte klinge ofte.
|
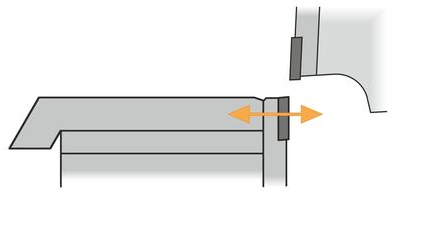
| Justering af klingeafstand | ● Besværlig og kostbar frihøjdejustering ved at flytte klippebordet. ● Lange nedetider. ● Går ofte på kompromis med skærekvaliteten.
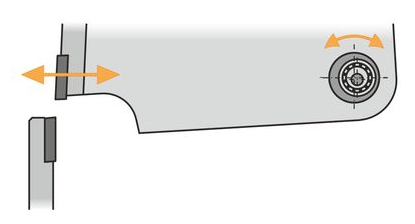
| ● Klingeafstanden kan nemt justeres ved blot at dreje skærespalten excentrisk. ● Korte opsætningstider. ● Automatisk justering på maskiner med større kapacitet.
|
| Snitbillede af klingen | Firkant | Diamantformet firkantet form |
| Klingens bevægelsesspor | Klingen bevæger sig lodret | Klingen bevæger sig med en let bue, når pladen skæres. |
| Planer af vingeudvekslingen | Bladets fire planer kan udskiftes. | Bladets to planer kan bruges i flæng. |
| Stabilitet | Når maskinen kører, driver oliecylindrene i begge ender den øverste klinge til at bevæge sig lineært op og ned med stærk stabilitet. | Når maskinen kører, driver oliecylindrene i begge ender den øverste klinge til at bevæge sig op og ned i en bue. Derfor er stabiliteten ikke så god som guillotinesaksen. |
| Tykkelse af skærebrætter | Den hydrauliske guillotineklippemaskine er velegnet til skærebrætter over 10 mm. | Svingbjælkeklippemaskiner er velegnede til at skære tynde plader under 10 mm (inklusive 10 mm). |
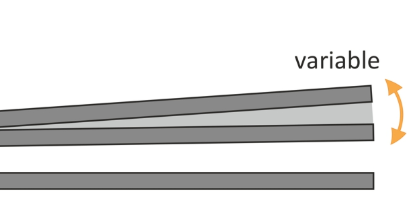
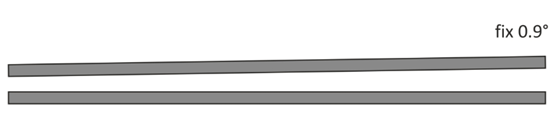
| Forskydningsvinklen | Forskydningsvinklen på guillotineklippemaskinen kan justeres. | Forskydningsvinklen på svingbjælkeklippemaskinen er fast og kan ikke justeres. |
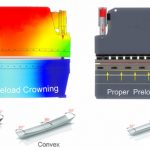
| Nedskæringer | Twist nedskæringer De hydrauliske guillotineklippemaskiner bruger en variabel spånvinkel. Lav skråvinkel til tynde materialer. Høje skråvinkler til tykkere materialer. Maskiner kan bygges lettere. Resultaterne er snoede dele med smalle strimler.
| Vridfrie snit Svingbjælkeskæring kræver et ridesaksdesign. Årsagen er den lave rivevinkel, som er løsningen for enhver materialetykkelse. Lav skråvinkel resulterer i snoningsfrie dele, der starter ved ca. 10-15 x pladetykkelse.
|
Relaterede produkter
 Sådan justeres knivgabet på hydraulisk skæremaskine
Sådan justeres knivgabet på hydraulisk skæremaskine- Betjening og vedligeholdelse af CNC-pladebremse
- QC11Y Hydraulisk Guillotine-klippemaskine
- Sådan betjenes guillotineklippemaskinen
- Daglig vedligeholdelse af CNC fiberlaserskæremaskine
- Vedligeholdelse af hydraulisk kraftpressemaskine
- Sådan vælger du den egnede pressebremsebøjningsmaskine
- Hvad er kantpressere lavet af? Hvad er kantpresseværktøj?
- Sådan laver du afbøjningskompensation for CNC-pladebukker
- E21S Hydraulisk Guillotine-klippemaskine