Klippemaskiner bruges ofte i pladebearbejdningsindustrien. Den tilsyneladende enkle klippehandling indeholder faktisk mange tricks, lige fra justeringstrinnene af knivspalten til justeringsteknikkerne for forskellige materialer og endda valget af klinger. Relateret til klippekvaliteten vil det følgende introducere det relevante indhold af justeringen af klippebladsgabet i detaljer fra mange aspekter.
Håndhjulet til justering af klingegabet: (hydraulisk svingbjælkeklippemaskine)

Elektrisk justering af klingekantsafstand (hydraulisk guillotineklippemaskine)

Bladfrigang af forskellige sakse
Svingbjælkeklippemaskinen er udstyret med en hurtig klingespaltejusteringsmekanisme, som kan justere klingespalten, der er god til skæring i henhold til forskellige pladetykkelser og materialer, og er udstyret med en nøjagtig parametertabel til referencevalg og opnår tilfredsstillende klipning kvalitet gennem rimelig klingeafstand. Efterhånden som værktøjsstolpen roterer, ændres klippevinklen og klippespalten for svingbjælkesaksen.
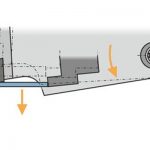
Vedtag tre-punkts ruller guide, gennem kraften til den forreste rulle af den papilionagtige fjeder, skære bjælken holder tæt kontakt med de to bagerste ruller. Ved skæring vil systemet elektrisk justere knivspalten i henhold til behovene for forskellige plader for at opnå bedre skærekvalitet.

Forskellen i justering af bladgab
Svingbjælkeklippemaskinen har funktionen til manuelt at justere knivspalten, bare drej håndtaget. Guillotinesaksen har den funktion, at den elektrisk justerer knivspalten, som kan justeres mere bekvemt og præcist gennem systemet, hvilket er en fordel for at opnå en bedre sakskvalitet.

| Trin til justering af klingegabet |
| 1. Fjern den nederste klinge og rengør den stykke for stykke |
| 2. Klingen kan bruges på alle fire sider, og den valgte side er tæt monteret. Og kontroller bladets rethed i vandret og lodret retning. |
| 3. Den øverste klinge er fast og kan ikke justeres. Vi justerer skærebladets mellemrum ved at justere det nederste blad. |
| 4. Find venstre og højre skruer på den nederste klinge for at øge frigangen, generelt på den yderste side. |
| 5. Find de to sætskruer til venstre og højre for den nederste klinge, der skubber den nederste klinge for at indsnævre mellemrummet. Der er låste reservemøtrikker på dem. Generelt på indersiden. |
| 6. Løsn de venstre og højre fire bolte på det nederste knivbord |
| 7. Den øverste klinge sænkes til den korrekte position ved manuel drejning, og operatøren går til skæremaskinens blankeområde for at starte justeringen |
| 8. Brug en følemåler til groft at justere til 0,5 mm fra den ledige del af venstre hånds øvre og nedre blade |
| 9. Manuel drejning får klingen til at bevæge sig op til midterpositionen og groft justeres til 0,5 mm. |
| 10. Manuel drejning får klingen til at bevæge sig op til den rigtige position, hvor de øverste og nederste knive ikke er udkoblet. Midterpositionen er groft justeret til 0,5 mm. |
| 11. Drej det øverste blad manuelt til den korrekte position, og start finjusteringen. |
| 12. Brug følemåleren til at finjustere den position, hvor venstre hånds øverste og nederste blade ikke bider, før følemålerens tre ledninger kan komme ind i de fem ledninger. |
| 13. Drej bladet manuelt op til midterpositionen, og start finjusteringen, indtil følemåleren kan komme ind i tre ledninger, og fem ledninger ikke kan komme ind. |
| 14. Drej manuelt bladet op til den position, hvor de øverste og nederste knive ikke er udkoblet på højre side, og start finjusteringen, indtil følemåleren kan gå ind i tre tråde, og fem tråde ikke kan gå ind. |
| 15. Når skæremaskinens skær er skarp, hvis der er grater på kanten af det afskårne ark, kan afstanden mellem den øverste og den nederste kniv reduceres passende. |
Almindelige problemer og knivjusteringsevner
De hyppigst forekommende metalplader er:
1. Tykke plader over 13mm.
2. 0,2~4mm tynd plade.
3. Blomsterbræt.
4. Højspændingsplade (bruges sædvanligvis i bilplademetal).
5. Titanium plade
Det mest almindelige knivproblem er afslag eller bule i værktøjet. Som svar på disse problemer skal vi først bestemme afstanden mellem de øvre og nedre blade.
Justeringsevnerne for knive
Når du justerer bladet, skal du indstille mellemrummet fra ca. 2~3 mm tykkere end pladens tykkelse. Det vil sige, når du vil skære en 5 mm tyk plade, skal du begynde at justere fra 7 mm eller 8 mm, og langsomt justere den ned, når du skærer den ud. Pladens skæreflade viser 1/3 lys overflade og 2/ 3 mat overflade, som opnår den bedste skæreeffekt. Detaljerne er som følger:


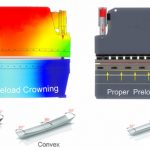
Spalteindstillingen ved skæring af mønsterpladen er vanskelig, og den skal justeres fra den tykkeste tykkelse beregnet fra det mest konvekse punkt på mønsterpladen, i stedet for at bruge brættets tykkelse direkte. Også at skære den konvekse side af mønsteret nedad kan forlænge værktøjets levetid.
Derudover skal pladens materiale overvejes, især ved skæring af rustfrit stål. Skæreværktøjet skal være skarpt, slidstærkt og sejt. Derfor bør bladet på den hydrauliske skæremaskine diskuteres. Ud over vinklen på knivsæggen og andet udseende design og produktionspræcision, er det valgte materiale en nøglefaktor, der påvirker kvaliteten af værktøjet.
Relaterede produkter
 Forskellen mellem Guillotine-klippemaskine og Swing Beam Shearing Machine
Forskellen mellem Guillotine-klippemaskine og Swing Beam Shearing Machine- Betjening og vedligeholdelse af CNC-pladebremse
- Sådan betjenes guillotineklippemaskinen
- Introduktionen af kombineret stanse- og klippemaskine
- QC12 Guillotineskær hydraulisk metalpladeskæremaskine
- Reparation af almindelige fejl i hydraulisk skæremaskine og vedligeholdelse af oliekredsløbssystemet
- Almindelige fejl og fejlfindingsmetode for fire-søjlet hydraulisk presse
- Hydraulisk guillotine metalplade klippemaskine i rustfrit stål
- Sådan laver du afbøjningskompensation for CNC-pladebukker
- QC11Y Hydraulisk Guillotine-klippemaskine